




※新年特集として、2022年11月15日号日本外食新聞の記事を再掲します。
地酒や焼酎をメインで扱う業務用酒販店のいずみや(千葉・鎌ケ谷、小泉広記社長)の小泉広記社長の声掛けで、飲食店4者(バイタリティ代表の岩田浩さん、馬喰ろう代表の沢井圭造さん、カワイハイ代表の濵野健嗣さん、たるたるジャパン代表の齊藤崇さん)らと、清酒〈水芭蕉〉醸造元の永井酒造(群馬・川場)を訪ねた。
そこで一行が出会った酒の数々、そして造り手の熱き想いとは――。
Contents
1.永井酒造の蔵で繰り広げられる壮大な実験
「飲み続けられる『食中酒』が、我々が酒造りで目指すところ。そのためには仕込み水がとても重要になる。それが酒の骨格になっている。後味にちょこっと感じる苦みは我々の仕込み水に豊富に含まれるミネラルだ」
蔵の中に入ると、開口一番、永井酒造の6代目当主である永井則吉さんはこう語り始めた。永井酒造は1886(明治19)年創業と、清酒蔵の中では比較的新しい部類に入る蔵だ。136年前、この水に惚れ込んで初代がこの地に移り住んだ。永井さんは、豊かな森から生まれる水を育むため、森の保全にも力を入れる。

永井酒造の永井則吉社長
そして永井さんは、酒造りにおいて、考えて接して、人の心を動かすことを意味する「アート」、分析をはじめ徹底的にデータを駆使して酒造りに反映する「サイエンス」、そして職人の技である「クラフト」の3つを大事にしている。
道具の清掃を徹底することが、酒質に直結することはご存じの通り。ここ永井酒造は清掃はもちろんのこと、道具の定数・定置管理を徹底し、見える化することで作業の効率化や蔵人の意識向上に繋げている。
自分たちの目指す「良い酒」を造ると言うことはまさにそういうこと。飲食店においても、この考え方は当てはまる。掃除や定置管理の出来ていない店は、いまは繁盛していても、いずれ綻びが出てくる。それと同じだ。
話を酒造りに戻そう。
冒頭の「飲み続けられる綺麗な酒」を造るために重要になるのは、やはり麹だ。華やかな香りを付加出来る酵母に頼りすぎない酒造りを標榜する永井酒造は、麹の違いで酒の個性を表現する道を選び、酒造りを行う。
ひと通り醸造設備を案内した後で、永井さんが連れて行ってくれたのは、マイナス5℃の冷蔵庫だった。そこで一行は、この蔵の壮大なる実験を目にするのだった。
2.尾瀬の樹齢250年のミズナラ樽熟成を目指して
倉庫は全部で6つあった。40フィートコンテナ4本に、50パレット収納できる倉庫と200パレット収納できる倉庫だ。そのうちの1つに案内され、扉を開けるとまず目に飛び込んできたのがフレンチオークの新樽だった。
ここは日本酒の蔵元のはず。なぜ、ワイナリーのセラーでもないのにフレンチオーク樽が6樽も並んでいるのか。その理由を永井さんはこう説明した。
「この樽の中には12年間、マイナス3~5℃で熟成させた日本酒が入っています。それを仏オークの新樽に入れて3年熟成させます。日本酒はワインと違って酸が少なく繊細。だから、樽の成分が一気に抽出されると酒が負けてしまう。タンニンや香りなど、欲しい要素を『ここだ!』という時にストップできるよう、マイナス3~5℃という環境でゆっくりと抽出しているのです」
何ということだ。通常、フランスのセラーなら12~15℃。白であれば、1年も新樽に入れたら樽の成分がかなり抽出される。当然、白の王様であるシャルドネをしても、新樽に1年入れたら、バランスよく樽のニュアンスを付けるのは難しい。
それをマイナス3~5℃という環境に置くことで、少しずつ樽の欲しいニュアンスを日本酒に移していく――実にユニークで、理に適った熟成方法を採っていることか。
30年超の記者生活の中で、日本酒蔵はもちろん、ワイナリーや焼酎蔵など、酒類の製造現場には、海外を含めて相当数の製造現場に足を踏み入れて取材をしてきたが、こんな日本酒の樽熟成は見たことが無い。
せいぜい、フランスと同等の12~15℃に空調を保つ樽熟成の日本酒を見たことはあったが、これには本当に驚いた。目から鱗とはまさにこのことだ。

イメージ
これまで多くの蔵元が日本酒のオーク樽熟成を試みたが、なかなか良いものができなかったのは、樽の成分抽出をコントロールできなかったことがその要因だ。いわゆる、樽負けしてまうのだ。しかし、この方法ならば、抽出速度がゆっくりなため、理想の樽貯蔵を実現できる。
実はこの蔵元には30年分の古酒が今も瓶の中で眠っている。それは実に5万本程度(4合瓶換算)にも上る。
そして、フレンチオークの新樽による熟成は次のステージに向かうための実験だ。それは、現在、乾燥中の尾瀬の水楢(ミズナラ)を使った新樽による熟成だ。実に樹齢250年。1本の木からわずか2樽しかできない貴重な樽だ。その樽で熟成させるための予行練習も兼ねていたのだった。
永井酒造の倉庫に眠る、タランソー社製のフレンチオーク樽のオーク材の産地が「トロンセ」だとしたら、この実験はかなり面白くなる。トロンセとは、フランス・アリエ県にある森の名前で、繊細なワインを輩出するブルゴーニュの造り手が好む樽材の原料となるオークの森だ。
トロンセの森のオークは、樹齢300年程度と言われ、尾瀬のミズナラと樹齢が近いこと、そして木目が細かく繊細な材質であることから、尾瀬のミズナラ樽のキャラクターと近いのではないかと記者はみているため、トロンセであれば、これまでの実験が尾瀬のミズナラ樽での貯蔵にかなり活きることになる。
3.5年で700回失敗した末に完成した2種の発泡日本酒
話をこの5万本におよぶ熟成庫に戻そう。30年分の古酒があるということは、単純に1992年のヴィンテージから揃うわけだ。永井さんはその古酒を使う未来をこう語る。
「例えば、飲食店オーナーの創業年だとか、記念の年をテイスティングして、一緒に商品化する。そうしたことを次のビジネスにしたい」
非常に夢がある。永井さんは月に1回、瓶詰めした全商品を杜氏と共に試飲する。その日は一日中テイスティングルームに引きこもり、黙々と試飲をする。そんなことをもう14年も続けているという。その理由は、「常にベストな商品を出したいからだ」とこう続ける。
「どの商品を先に出すか、また今後、どのタンク同士をブレンドするか、その月の瓶詰め用の比率まで試飲の時に決めている。すべては、常にベストな状態で商品を出すためだ」
永井さんは仲間の蔵元に声を掛け、2016年11月に一般社団法人awa酒協会を設立し、初代理事長に就任した。そうした活動をしているだけあって、発泡性日本酒の造詣が変態級に深い。
通常、シャンパーニュは瓶内2次発酵をSO2(亜硫酸塩)で止める。しかし、日本酒にSO2を添加したら「清酒」のカテゴリーから外れてしまう。
そのため、ガスがシャンパーニュ並みにある酒に、火入れ(加熱)をして瓶内2次発酵を止めるという方法しかない。永井さんは5年間で700回も失敗し、その間、3000本もの瓶を割ったという。
その壮絶なチャレンジの結果、平均的なシャンパーニュよりもガス圧の高い〈MIZUBASHOPURE(ミズバショウピュア)〉(ガス圧5.5)や、そのベースとなった、にごりのスパークリング日本酒〈純米吟醸辛口スパークリング水芭蕉〉(同2気圧)が生まれた。
4.尾瀬の森の水から生まれる繊細な味わい
この発泡性日本酒でも、「水を表現したい」と語る永井さんのポリシーが貫かれており、2つの酒は全く異なるキャラクターを持つ。
試飲してみると、〈ピュア〉はとてもキメの細かい泡が特徴で、まさに繊細なバランス。対して〈にごり〉の方は、辛口でハード。酒好きにウケそうな酒質設計となっている。

瓶内2次発酵のスパークリング日本酒〈MIZUBASHO PURE(ミズバショウピュア)〉。この形のグラスは、飲むと舌の真ん中に酒が落ちるため、旨味を強く感じることができるという
この異なるキャラクターは、酵母ではなく、前述の通り、麹のタイプを変えて特徴を出しているのだという。酵母は両製品とも、群馬産業技術センターと量子科学技術研究開発機構が海外輸出に適した清酒酵母として共同開発した「群馬KAZE酵母」を使用。
〈ピュア〉は、シャンパーニュのガス圧(5気圧)を超すため、わざわざ永井さんがフランス・シャンパーニュ地方まで行き、1カ月かけてシャンパンメゾンを回って勉強してきたという。永井さん、34歳の時だ。
〈ピュア〉を作るための、さらなる壁があった。それは糖度の調整だ。「にごり酒と透明の酒のブレンド比率がとても難しかった」と、永井さんが語るように、実に700通りの試行錯誤の末に生まれたという。
瓶を割らずに火入れを成功させるヒントは瓶の外の温度と中の温度にあった。08年にようやく完成したが、このまま1社で販売していても拡がらないと気付いた永井さんは、仲間に声をかけて、前述した(一社)awa酒協会を設立したわけだ。9社でスタートした協会も、今では30社にまで拡大した。
次に試飲したのは古酒〈水芭蕉15年〉だ。アルコール度数16度。「しっかりした酒でないと樽に負けてしまう」と語る永井さんは、02年と04年、06年の古酒をアッサンブラージュ(混ぜ合わせ)し、さらに樽熟させた。
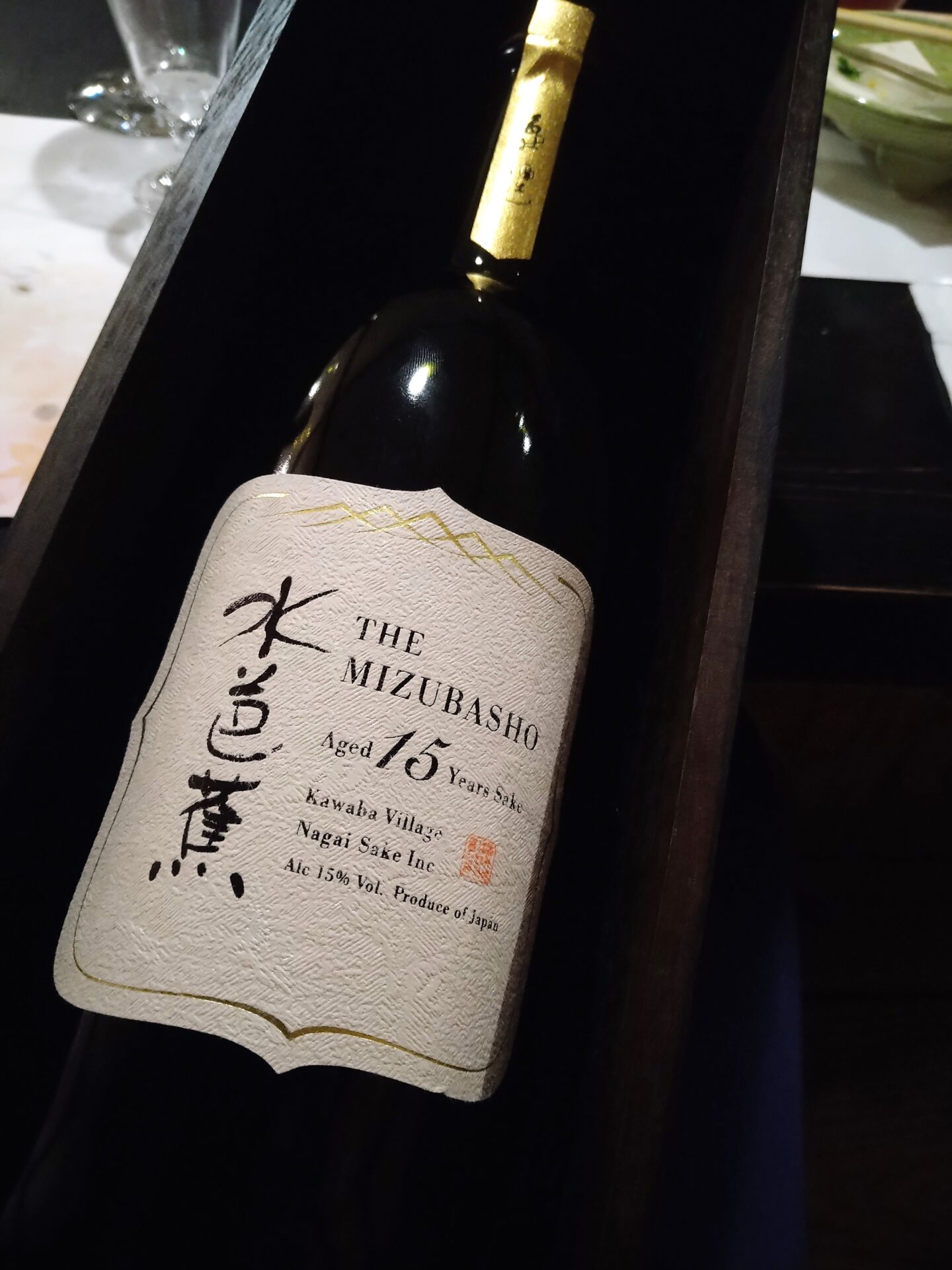
古酒〈水芭蕉15年〉
このマイナス3~5℃の熟成温度に辿り着くまで、実に10年の月日が流れていたという。まさに、実験に次ぐ実験、失敗に次ぐ失敗の上に、いまの永井酒造の素晴らしい酒の数々がある。
実は永井酒造の酒をはじめ、「デリケートな日本酒は、すべてマイナス5℃の冷蔵庫で管理している」と語るのはいずみや(千葉・鎌ケ谷)の小泉広記社長だ。こうした流通業者の品質に対するこだわりの姿勢が、蔵元の想いを飲食店まで運んでいる。その価値を飲食店も、もっと自覚すべきだろう。

〈水芭蕉15年〉はデキャンティングして頂く
さて、〈水芭蕉15年〉を常温で頂く。口に含んでみた第一印象は「何だろう、これは……」。
いわゆる、ちょっとひねたような日本酒独特の熟成香はない。繊細な味が混ざり合い、余韻も長い。肉の味がしっかりと主張する「上州牛」にも負けない。口に含むと、逆に口内で酸が前に出てきて、肉の脂を切ってくれるから不思議だ。
グラスにもこだわって、酒の特徴をより強調して提供する永井さん。日本酒への熱い想いが随所に現れていた。

この形のグラスは飲む時にアゴが上がるため、舌先に酒が落ちる。そうすると、アルコールを強く感じる形となるが、お猪口で飲むよりは円やかな味に感じるという
永井酒造の酒を支える森からの水。まさに「マザーフォレスト」と呼ぶべき仕込み水は、先祖からの大切な贈り物だ。その水に敬意を払いながら、永井さんは今期も、大切に酒を仕込んでいた。 (川端崇資)

